 " />
" />
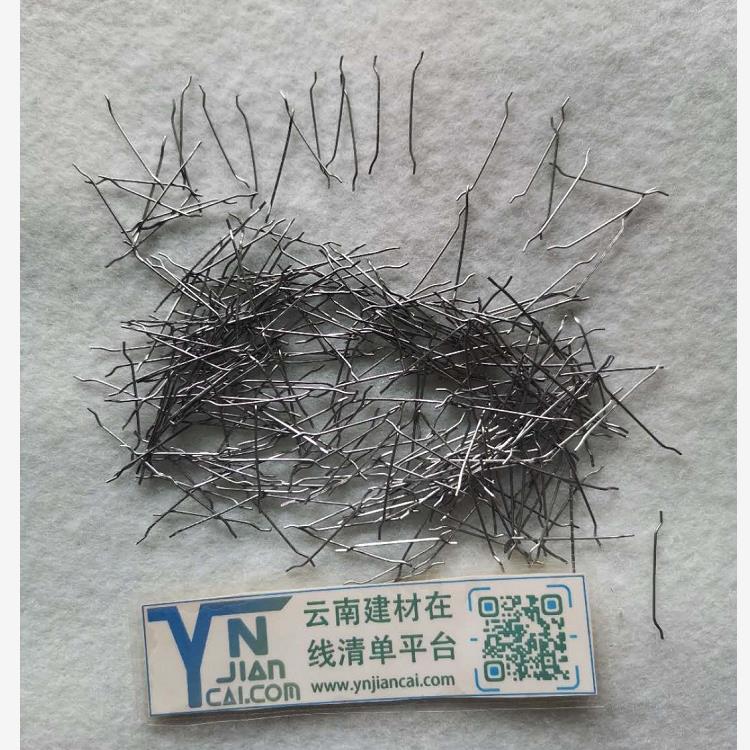

鋼纖維常用型號為剪切波浪型和冷拉端勾型,這兩種型號的抗拉強度分別為300MPA和600MPA,如以上沒有您所需規格,可選擇其他,之后在備注中進行說明。





?鋼纖維是一種新、高性能的鋼纖維品種。鋼纖維道路的配合比設計方法大體與普通混凝土相同,不同點為:強度雙控標準(抗壓強度和彎拉強度);鋼纖維摻量根據設計要求的彎拉強度確定;單位用水量和砂率與纖維摻量有關,每摻加0.5%(體積率)鋼纖維,單位用水量增加6kg,砂率增大2%。
鋼纖維混凝土具有與普通混凝土一樣的攪拌、運轉和施工性能,纖維在混凝土中不會結球,分布均勻,可在商品混凝土攪拌站進行生產并能用于泵送施工。銑削鋼纖維混凝土的早期坍落度損失較大,30分鐘損失32%,2小時損失42%。鋼纖維混凝土的實際工作性優于相同的坍落度的普通混凝土。鋼纖維混凝土具有良好的材料性能,與普通混凝土相比,其抗壓強度提高2~20%;彎拉強度提高20~50%;劈裂抗拉強度提高20~40%;耐磨性能提高40%左右,其物理力理性能完全可以滿足城市道路工程及檢查井蓋等配套構件需求技術指標。鋼纖維粗糙而潔凈的表面,能與混凝土中的水泥漿體牢固的結合,這是銑削鋼纖維提高混凝土各種性能的根本原因。
此外,高強鋼釬維混凝土在鐵道軌枕預制、高速公路伸縮縫、水泥砼道面等預制、現澆、生產施工等方面均已得到大量應用,其優良性能完全可以取得良好的技術經濟和社會環境效益。
一、粘結性
由于鋼纖維與混凝土基體的界面粘結主要是物理性的,即以摩擦剪力的傳遞為主,因此對鋼纖維本身來說,應該從纖維表面和纖維形狀兩個方面來改善其粘結性能。具體的方法有下列四種。
1.使鋼纖維表面粗糙化、截面呈不規則形。采用熔抽法生產就能達到這個目的。因為鋼纖維在遇空氣急劇冷卻時,表面收縮不均勻而變得粗糙,同時截面也收縮成月牙形,增加與基體的接觸面積。銑削型鋼纖維一個表面光滑,另一個表面粗糙,也增加了與混凝土的接觸面積。
2.沿鋼纖維軸線方向按一定間距對纖維進行塑性加工。例如日本神戶制鋼公司的“信柯”鋼纖維美國雷邦公司的“XOREX"鋼纖維(圖2-1,c)以及慶安鋼鐵廠的“S-2”和“S--3"號鋼纖維。由于表面壓成棱形,或壓成波形,增加了機械粘結力。
3.使鋼纖維的兩端異形化。如鋼錠銑削型鋼纖維兩端帶有錨固臺;美國貝克爾公甸的"DRAMⅨ"鋼纖維(圖2-1,e)和慶安鋼鐵廠的“S-4'和as-so型鋼纖維,.都是在兩端制成彎鉤;還有熔抽法抽取的大頭形鋼纖維。由于兩端的錨固作用,提高了抗撥力。
4.對鋼纖維表面涂覆環氧樹脂和表面微銹化處理。這種方法對界面粘結強度的提高不如前幾種方法,但也有一定的增強效果。
二、硬度
無論哪一種加工方法制造的鋼纖維,在加工過程中都遇到高熱和急劇冷卻,相當于淬火狀態。因此鋼纖維的表面硬度都較高。用于混凝土補強進行攪拌時很少發生彎曲現象。如果鋼纖維過硬過脆,攪拌時也易折斷,影響增強效果。在熔抽法生產鋼纖維時,從熔抽輪下離心噴出的鋼纖維仍處于高溫狀態,必須用滾筒或振動輸送方法分散并進行冷卻。否則鋼纖維聚集,熱量難以散發,反而起退火作用。
三:耐腐蝕性
關于鋼纖維混凝土耐腐蝕試驗的介紹可知,開裂的鋼纖維混凝土構件在潮濕的環境中,裂縫處的混凝土碳化,碳化區的鋼纖維銹蝕,碳化深度和銹蝕程度隨時間增長而發展,對鋼纖維混凝土來說,主要是利用裂后弧度和裂后韌性,雖然裂縫寬度比鋼筋混凝土小,但是終究是有裂縫的,故此應對在潮濕環境中,特別是在海濱使用的鋼纖維混凝土采取防防銹蝕措施. 試臉證明,在保證鋼纖維混凝土構件具有同等承載能力的前提下,采用直徑較大的鋼纖維,能提高耐腐蝕性, 采用涂復環氧樹脂或鍍鋅的鋼纖維,將能提高耐腐蝕性,如果施工工藝許可的話,可只在混凝土表層1-2cm采用這種鋼纖維,必要時也可以采用不誘鋼纖維。
您好!歡迎來到云南建材網!

